


LK在玻璃纤维池窑拉丝中的解决方案

玻璃棉生产线由窑炉、成纤、固化炉及冷线成型等系统构成。整个生产工艺过程较为复杂。同时,因使用液化气和重油作为燃料,对安全的要求特别高,所以生产线对自动控制系统有很高的要求。基于和利时公司HOLLiAS LK系列可编程控制器(PLC)的玻璃纤维自动控制系统,采用冗余结构,能够满足安全性要求,其模拟量输入输出模块和成熟的PID处理功能能够充分满足监测、控制和管理需求,为玻璃制造行业提供了高性能、高可靠性、经济的解决方案。
工艺简介
玻璃纤维池窑拉丝是在坩埚法拉丝的基础上发展起来的,多种原材料按不同比例混合均匀送入池窑熔化成玻璃液,玻璃液经过澄清,降温后流入支路上的铂铑合金漏板。漏板上布满了100~4000个的小孔,玻璃被拉丝机从这些小孔中拉出,即成玻璃纤维。

玻璃原料的熔化工艺有多种,如坩埚熔化,池窑熔化、波歇炉熔化。国际主流工艺为池窑熔化。熔化部分的热源,一般使用重油或天然气,助燃风为空气和纯氧。电助熔作辅助加热手段,可提高池窑产量。
节能方面,使用纯氧助燃,可减少废气带走的热量达40%,另外,它也能大幅度的减少NOx的排放。目前多使用金属换热器和余热锅炉来回收热量。
系统设计
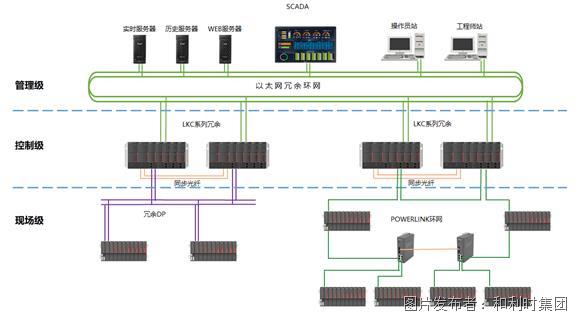
整个控制系统划分为配料、池窑熔化和纤维成形三个分控站。控制对象有阀门、变频器、电机等设备。监控中心两台操作员站计算机配置为冗余系统,通过冗余的环形工业光纤以太网络与三个系统子站相连,通讯速率可以达到100Mbps。系统分控站与现场I/O分站通过冗余的PROFIBUS-DP现场总线网络进行通讯连接,使系统成为一个有机的统一体。
1.监控中心
位于中央控制室内,由监控计算机、以太网交换机、打印机、不间断电源(UPS)等设备组成,三台监控计算机其中一台作为工程师站,另外两台配置为冗余的操作员站,互为热备。
2.系统分控站
系统分控站是整个系统的控制核心,完成全部的逻辑运算、数学运算、数据采集、设备控制、系统通讯等功能。系统采用冗余的结构配置,包括电源冗余、CPU冗余、通讯网络冗余,其中任何一个环节出现故障都不会造成系统的停机,最大限度地满足系统稳定、连续运行的需要。
3.I/O子站
借助和利时HOLLiAS LK大型PLC强大的PROFIBUS-DP现场总线网络,现场I/O子站可以分布在不同的区域。I/O子站主要包括I/O控制机柜、通讯接口模块、各种I/O模块等。I/O子站不负责数据处理、逻辑运算等功能,只负责现场的数据采集、信号接口等,并将采集到的数据通过PROFIBUS-DP现场总线网络传送给各自的系统分控站,并负责接收来自系统分控站的设备指令,完成对设备的操作功能。

图1 系统网络结构图
工艺流程控制
池窑拉丝的自动控制,从工艺角度看,分布在4个工段:配合料、池窑、通道、漏板。下面从这四个工段分别介绍。
1.配合料部分
对物料进行称重,精度可达0.1%。
控制配料过程的顺序及时序。
2.熔化部分
控制目标为稳定池窑的热工参数。主要控制参数为:
池窑火焰的空间压力(窑压)回路控制
池窑火焰的空间温度(窑温)控制
玻璃液位控制
3.通路和漏板部分

通过控制石油液化气LPG的调节阀,将玻璃液保持在成形所需要的温度上。
控制拉丝机的运动,将玻璃纤维从漏板中拉出。
4.其他控制
逻辑控制:主要包括设备的启停、报警联锁,各PID的切手动及输出回零,池窑给料机小料仓料位等。
模拟量控制:燃油加热,助燃风放空流量,燃油的雾化风比值控制。
统计:各拉丝机的满筒、总筒数、满筒率等,燃料消耗。
5.控制指标

单元窑火焰空间温度 ±3℃
通路玻璃液温度 ±1℃
漏板温度 ±0.5℃
玻璃液面 ±0.3mm
熔化部压力 ±2.0Pa
系统特点
1.顺序控制与过程控制相结合
水泥生产工艺设备复杂,既包括设备的启停、报警联锁,池窑给料机小料仓料位等控制,又具有燃油加热、助燃风放空流量、燃油的雾化风比值控制等模拟量控制。LK大型PLC充分融合了PLC和DCS的特点,完全能满足顺序控制和过程控制的要求。相比DCS系统,具有更高的性价比。
2.模拟量处理精度高
玻璃纤维生产所用燃料是液化气和重油,必须严格控制燃料和助燃风的混合比例,任何比例失调都会造成工艺状况的不稳定,甚至会有爆炸的危险,所以系统对模拟量的输入输出,自控回路的精度都要求很高。LK大型PLC模拟量输入输出可达16位,精度为0.2%,同时系统集成了优化的回路控制算法,完全满足系统的控制需求。
3.系统安全性高
玻璃棉生产兼有连续生产和批次生产的特点:窑炉生产(玻璃液烧熔)是一个连续、不可间断的过程,任何过程的中断都有可能造成不可预测的后果和损失,所以系统对控制的可靠性要求很高。以LK大型PLC为主的控制系统具有防止误操作、报警功能、逻辑联锁功能,保




 投诉建议
投诉建议
提交

和利时助力常德至长沙实现高铁全线贯通
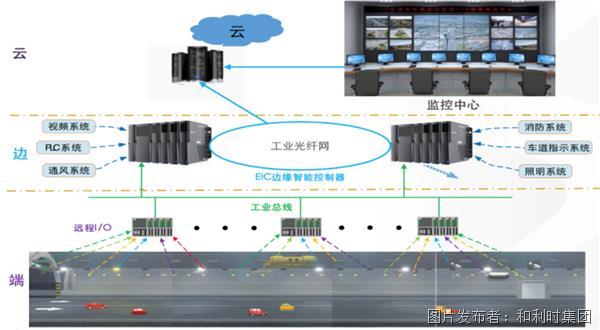
喜讯!和利时连中两标边缘智能控制器采购项目

助力智慧公路发展——和利时成功中标内蒙古气象发布服务项目

和利时荣膺2022第二届智能制造创新大赛多项大奖
和利时LKC系列可编程逻辑控制器